 |
|
|
Beide MaÔnahmen erfordern neue und verbesserte
Einzelprozesse. Die dann herstellbaren kleineren Strukturen f■hren zu
neuen Problemen, die wiederum neue Prozesse und Technologien erfordern.
Sieht man von der Lithographie ab, so ergeben sich als platzsparende
MaÔnahmen im wesentlichen vier Prozesskomplexe, die gegen■ber dem
1-MBit-DRAM neu sind.
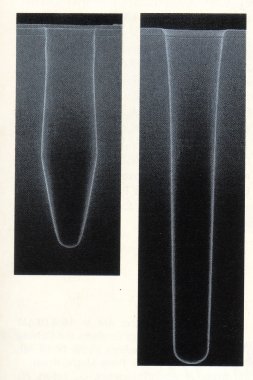
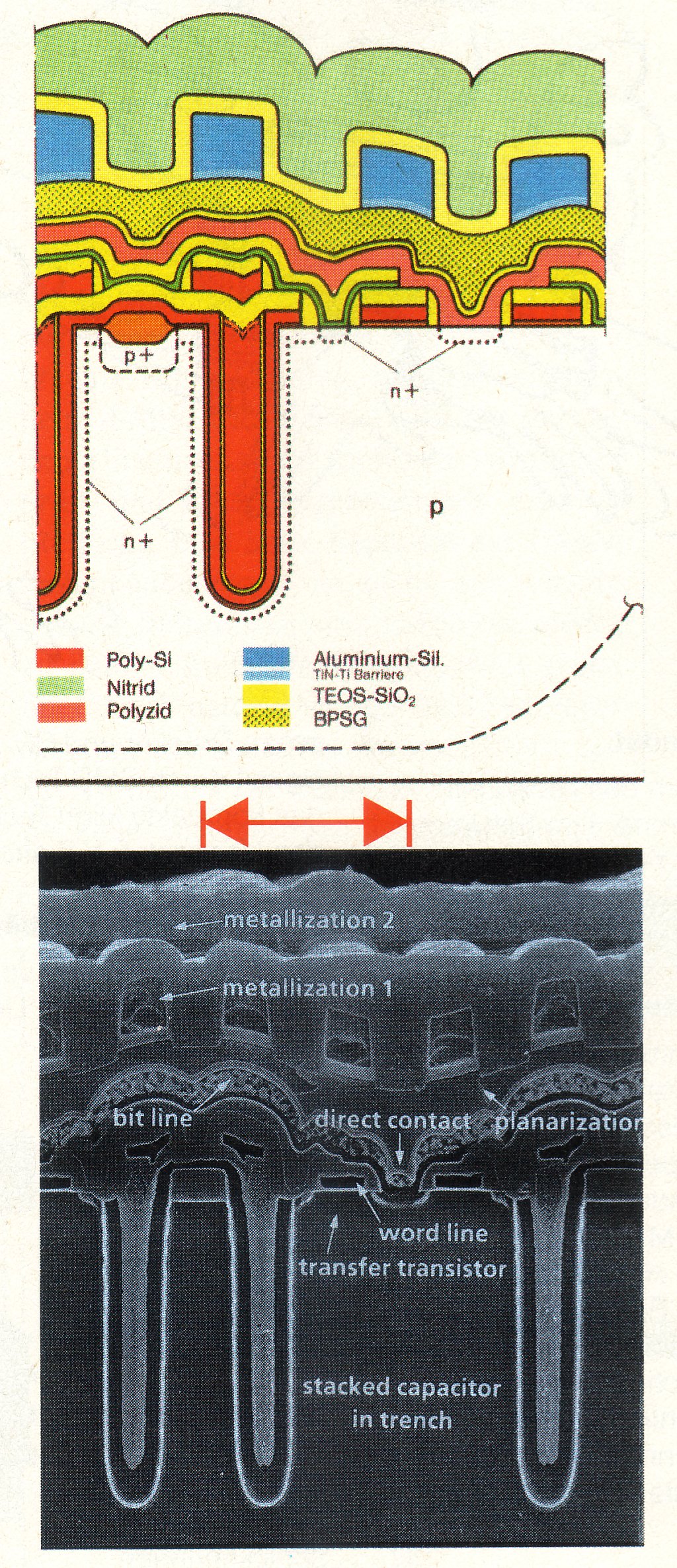
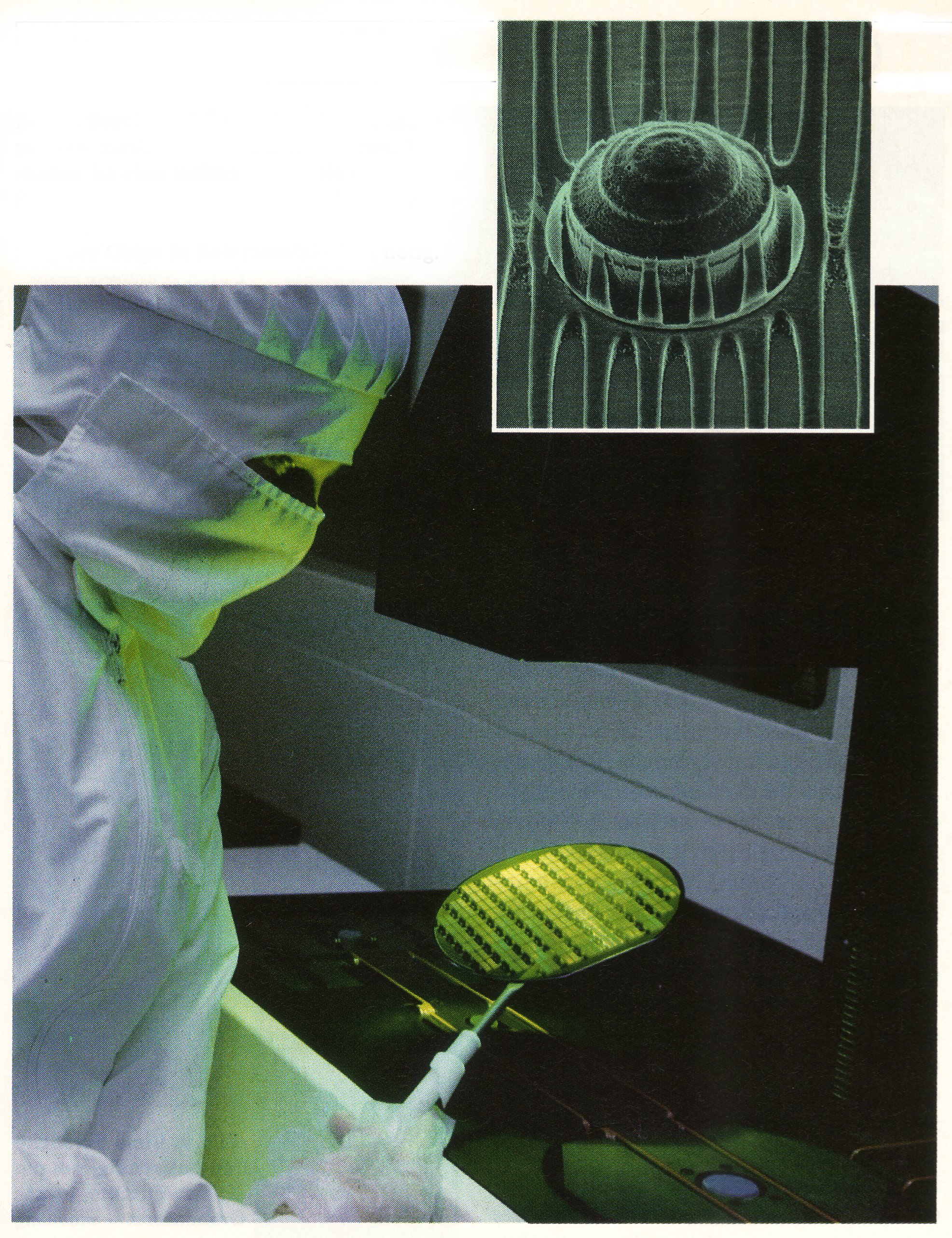
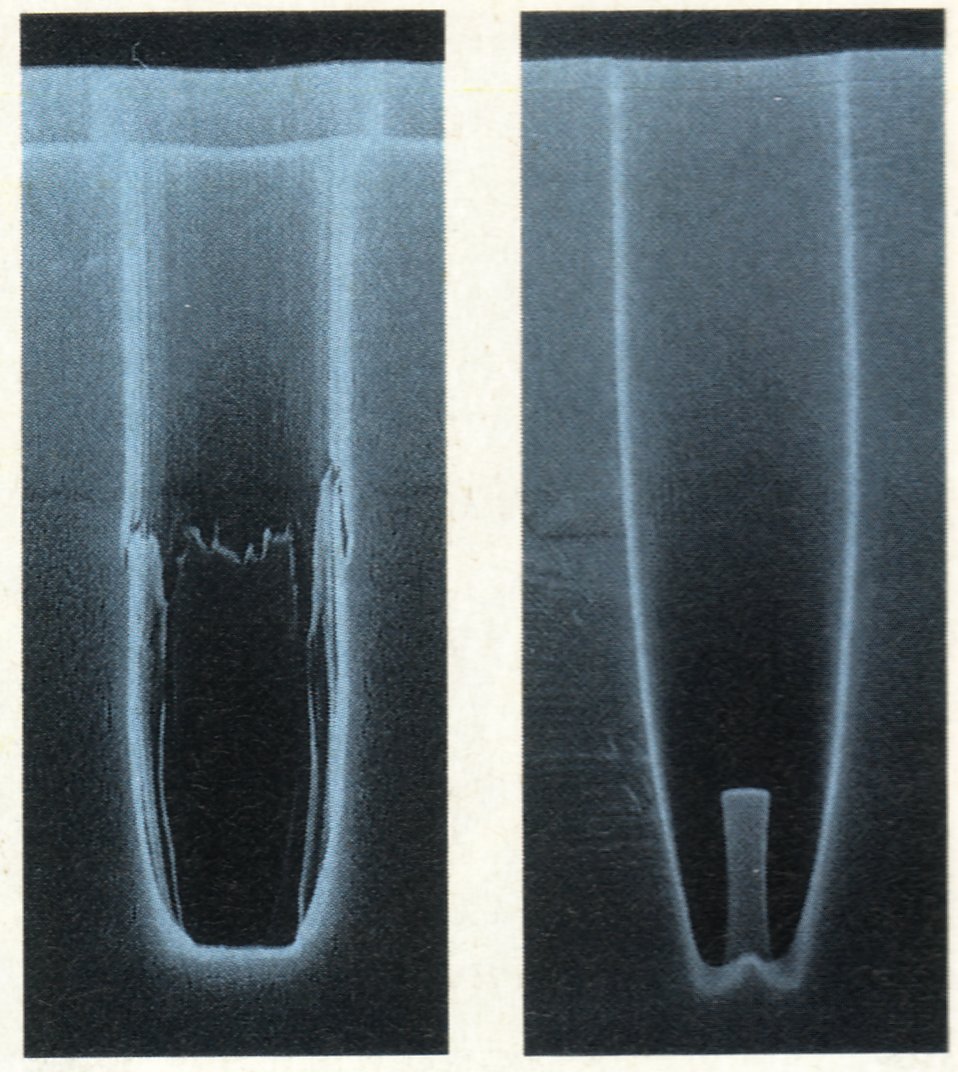
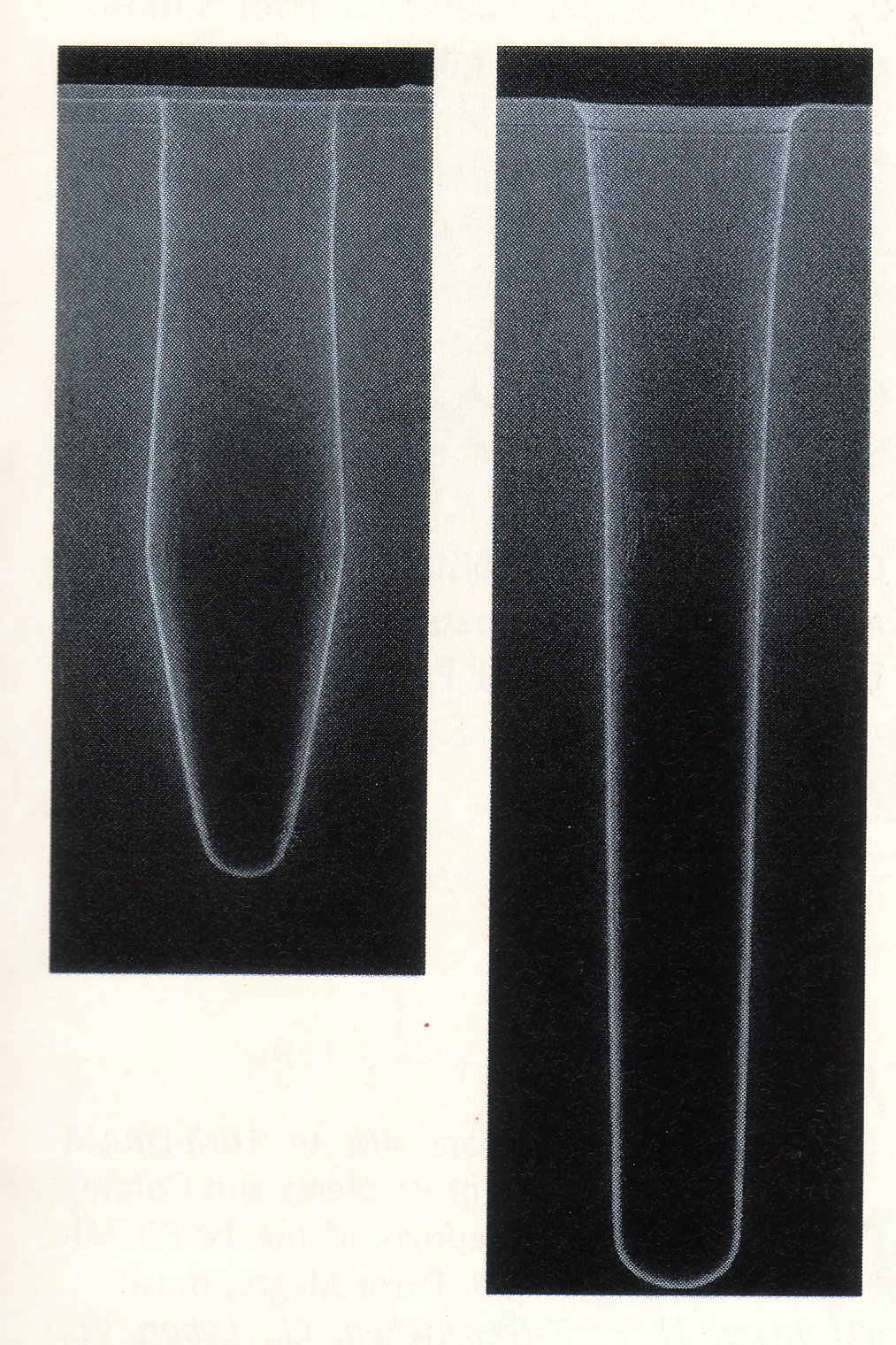
Grabenkondensator
Wie bereits angedeutet, wurde durch Einbeziehung der
dritten Dimension - der 1-MBit-DRAM wurde noch in Planartechnik
hergestellt - eine ausreichende Kondensatorkapazitðt in Form eines
Grabens erreicht. Die technologischen Probleme, die dieser
Grabenkondensator mit sich bringt, sind jedoch beachtlich:
-
átzung der L—cher (Bild 9) - Dotieren der Seitenwðnde
-
Erzeugung des Kondensatordielektrikums
-
Herstellung und Dotierung der Polyelektrode im Graben
-
Auff■llen des Grabens
-
Vermeidung von elektrischen Durchschlðgen zwischen
zwei Grðben
Die Beherrschung allein dieses Prozesskomplexes bedingte
einen Aufwand von rund 100 Mannjahren und etwa 3-4 Jahre intensiver
Arbeit.
Dielektrikum
Um eine gleichmðÔige Dicke des im Gegensatz zum
1-MBit-DRAM dreidimensionalen Kondensatordielektrikums zu erreichen,
wird ein Sandwich aus thermischem Oxid, abgeschiedenem Nitrid und einem
weiteren thermischen Oxid geformt - abgek■rzt ONO. Damit sind die beiden
extrem wichtigen Grenzflðchen zwischen Dielektrikum und Silizium erstmal
unverðndert, gleichzeitig sorgt das gleichmðÔig dicke Nitrid aber f■r
eine verbesserte Durchschlagfestigkeit und erh—hte
Dielektrizitðtskonstante
gleichmðÔiges Dieleektrikum
Éberlappende Bitleitungskontakte
Beim 4-MBit-DRAM wurden durch einen komplizierten
Prozess die Gates der Transistoren in Oxid eingekapselt, die Verbindung
f■r die Bitleitungskontakte kann dann so groÔ sein, dass es die Gates
■berlappt - man spricht von Fully Overlapping Bitlilie Contacts (FOBICs).
Ein Sicherheitsabstand wird nicht mehr ben—tigt, das Bitleitungsraster
kann um etwa 1 çm enger gef■hrt werden. Erkauft wird dieser Platzgewinn
durch etwa 40 zusðtzliche Prozessschritte.
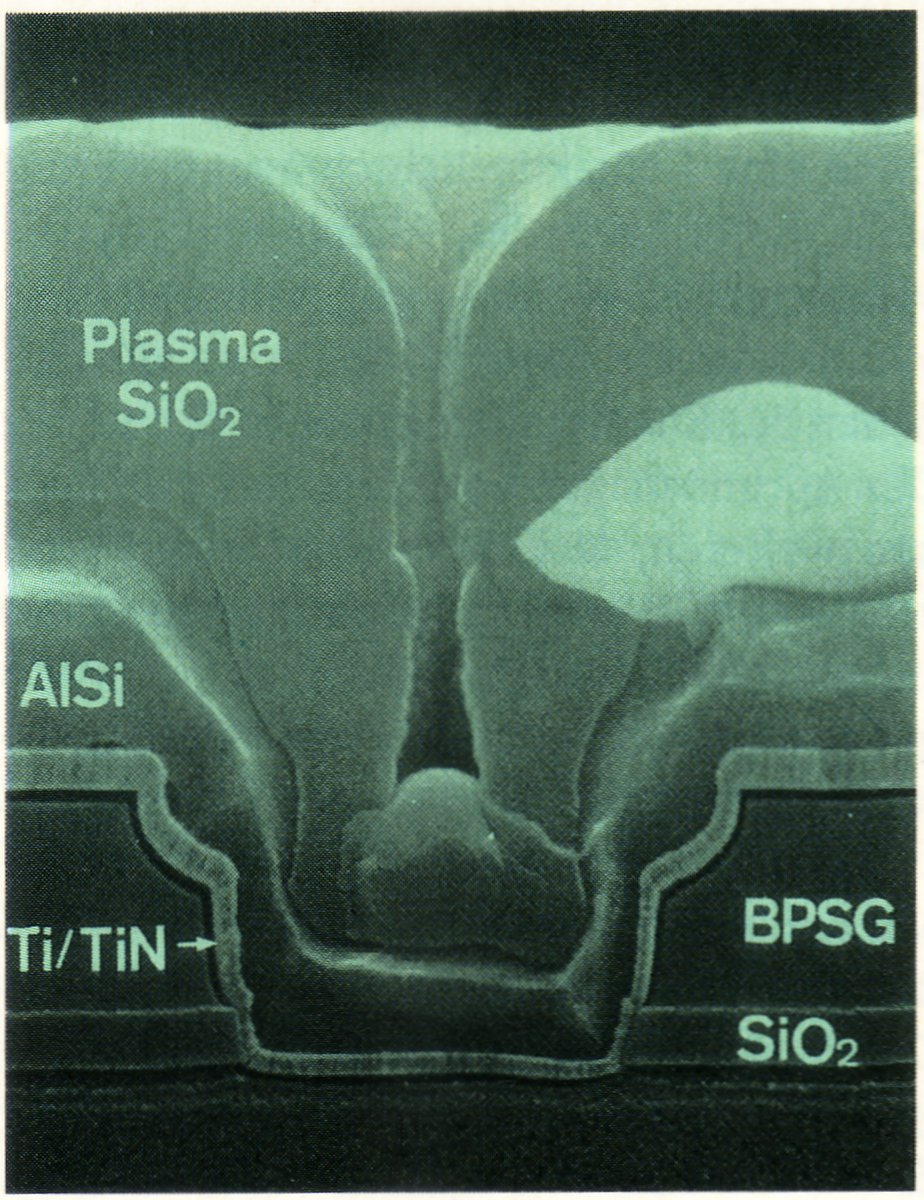
Diffusionsbarriere
Um unerw■nschte Wechselwirkungen etwa metallurgischer
Art zwischen den Aluminium-Leiterbahnen und dem Siliziumsubstrat zu
verhindern, wurde in den Kontakten zwischen Wortleitung und
Steuertransistor (Bild 10) eine Zwischenschicht aus Titan-Nitrid
eingezogen. Obwohl hier im Grunde genommen nur wenige zusðtzliche
Prozessschritte hinzukommen, entstand ein zusðtzlicher Mehraufwand in
H—he von etwa 15-20 Mannjahren.
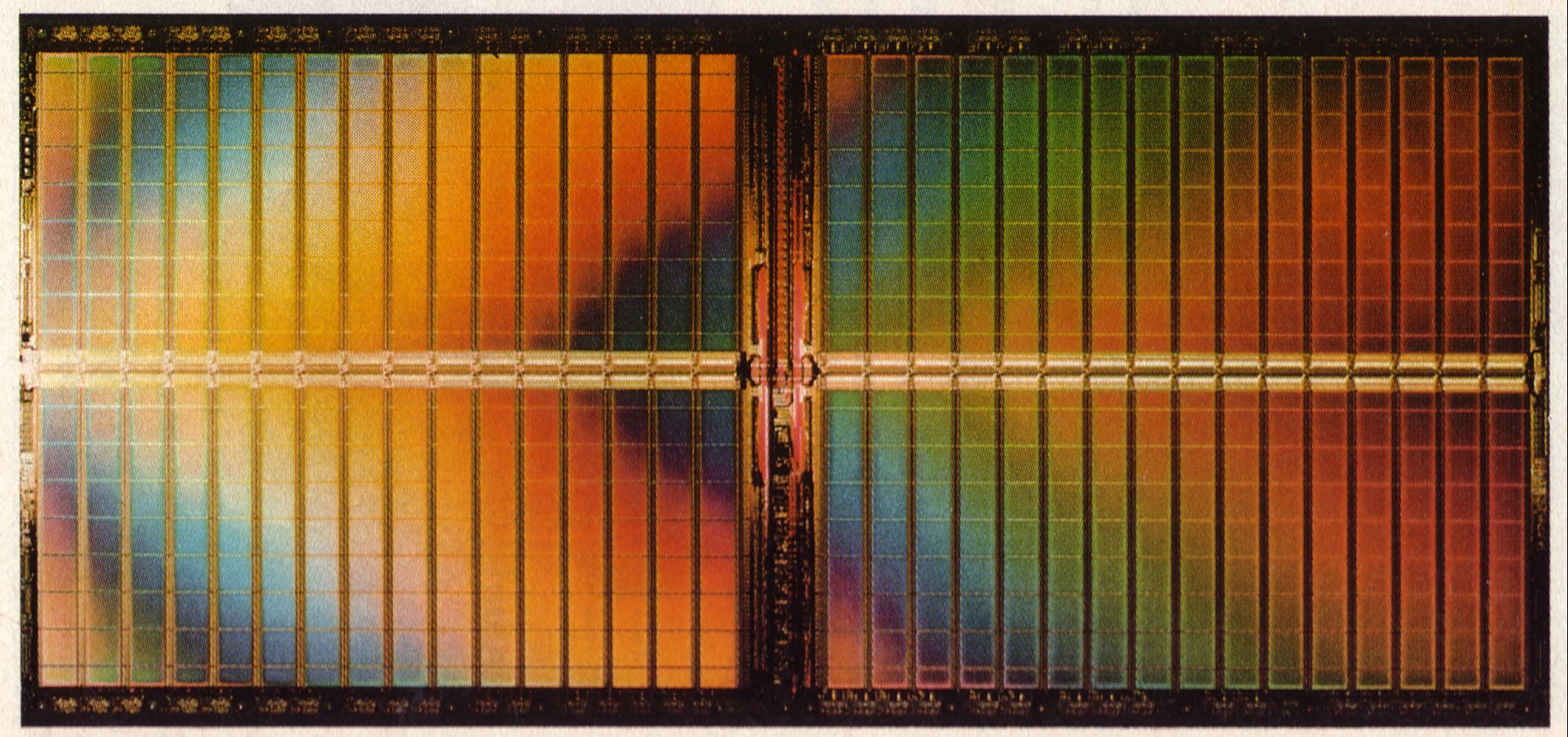
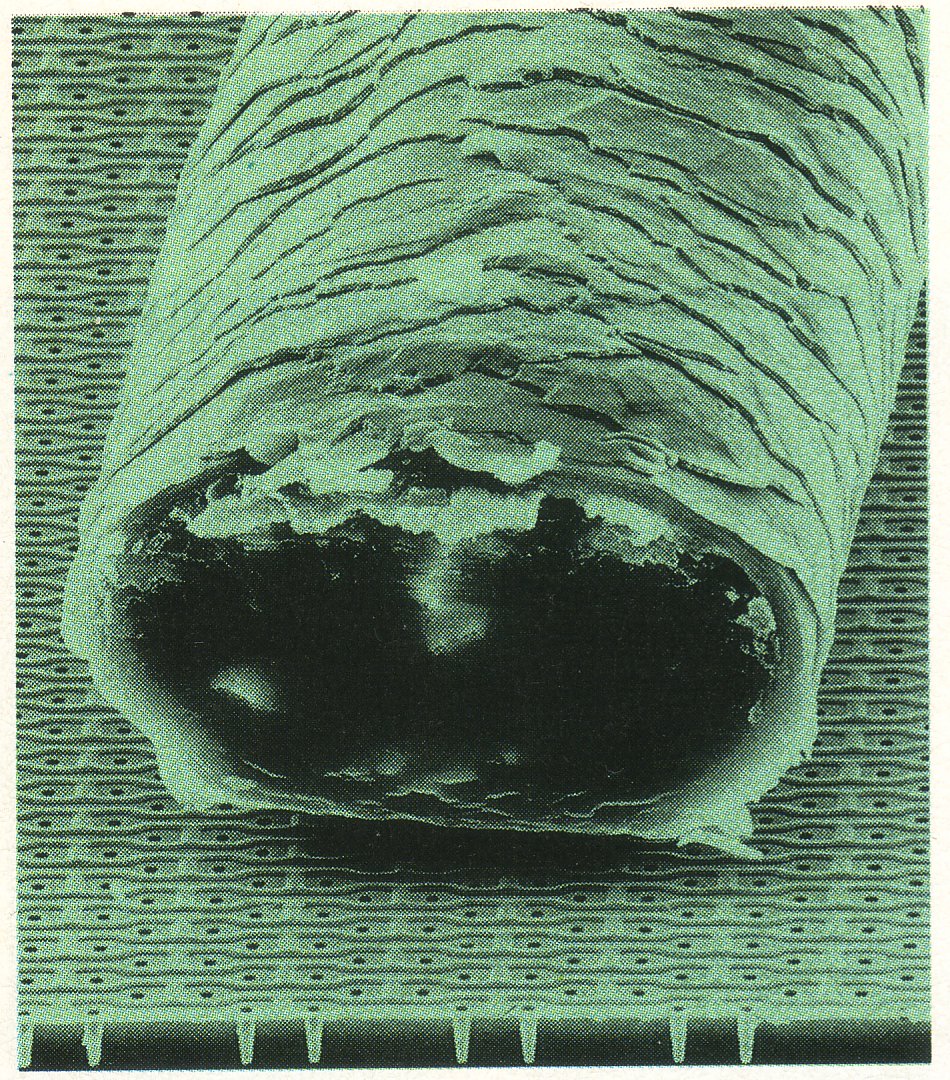
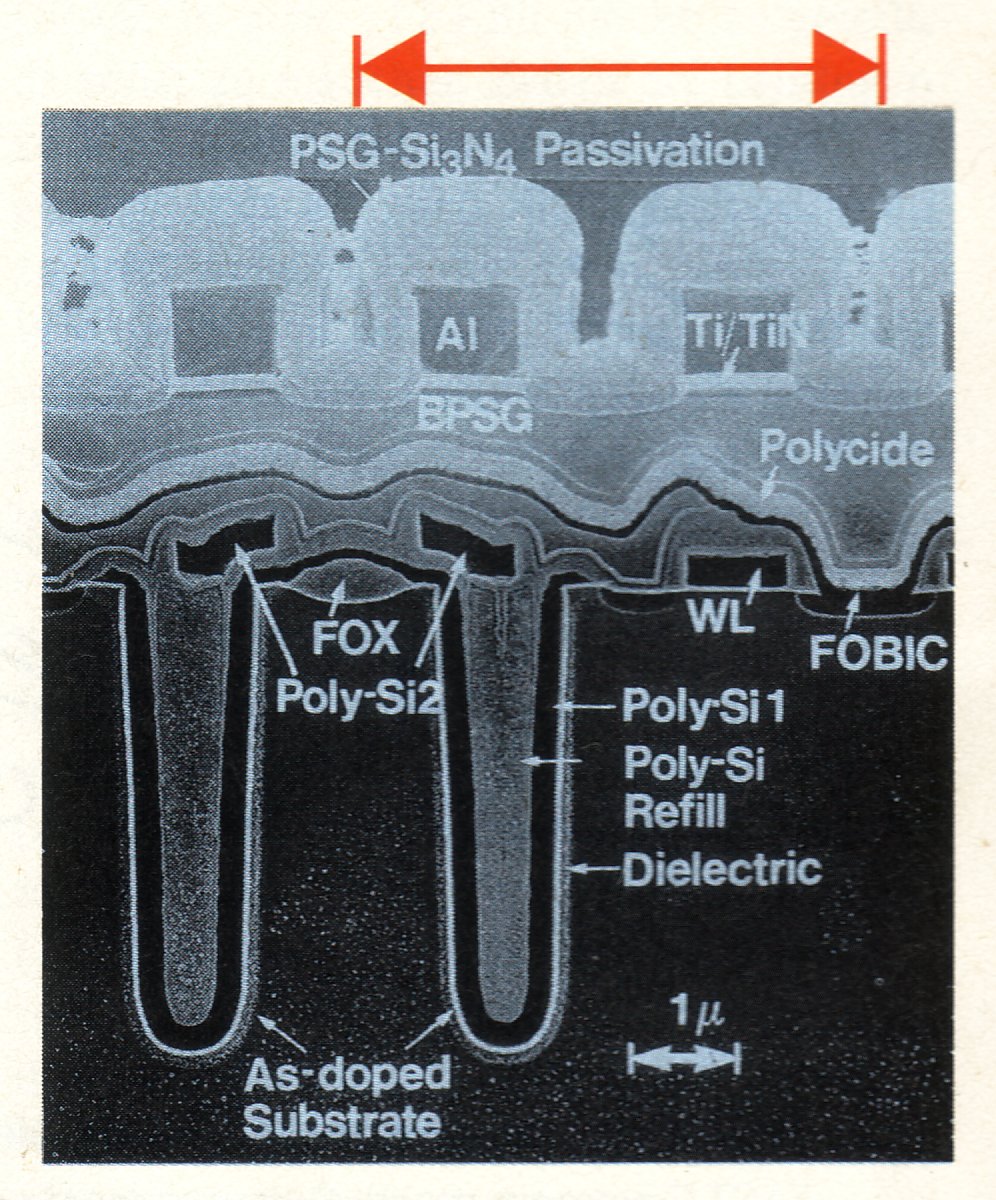
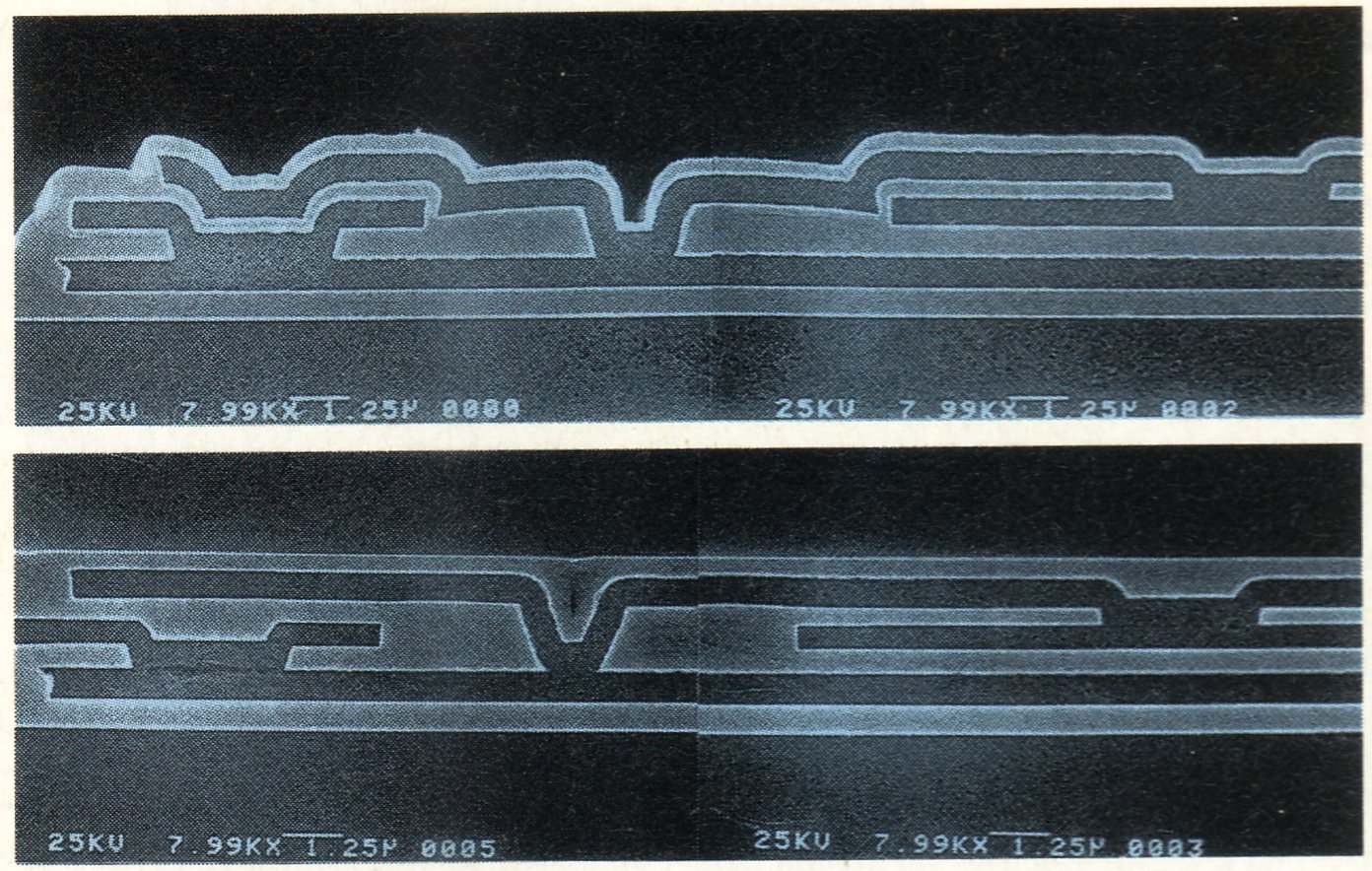
Kontaktlochabschrðgung
Ohne eine Kontaktlochabschrðgung w■rde beim Aufbringen
des Aluminiums durch Sputterverfahren nicht mehr gen■gend Aluminium an
die Seitenwðnde und auf den Boden des Kontaktlochs gelangen (Bild 10).
Das Abrunden des Kontaktloches stellt einen weiteren, technisch
schwierigen Prozess dar. Wie auch die Titan-Nitrid-Diffusionsbarriere
ist dieser Schritt eine Konsequenz und nicht eine MaÔnahme der
Strukturverkleinerung.
Mit der Verkleinerung der Strukturen werden die Prozesse zunehmend
komplexer. Dar■ber hinaus werden auch R■ckkopplungen der einzelnen
Prozesse auf andere bedeutsam. So kann beispielsweise die Variation
eines bestimmten Einzelprozesses dazu f■hren, dass f■r einen anderen
v—llig verðnderte Voraussetzungen geschaffen werden. Hier setzen dann
die Prozesskontrollen ein. F■r Einzelheiten sei der Leser auf [6]
verwiesen.

Bild 10.
Der Kontakt der Wortleitungen zum
Halbleitermaterial wird in den sogenannten Kontaktl—chern realisiert.
Damit nach dem Sputtern gen■gend Aluminium die Seitenwðnde und den Boden
des Kontaktlochs bedecken, m■ssen die Kontaktl—cher abgeschrðgt werden.
Der helle Aluminiumfleck ist ein durch die Prðparation entstandener
Artefakt. |
|
|
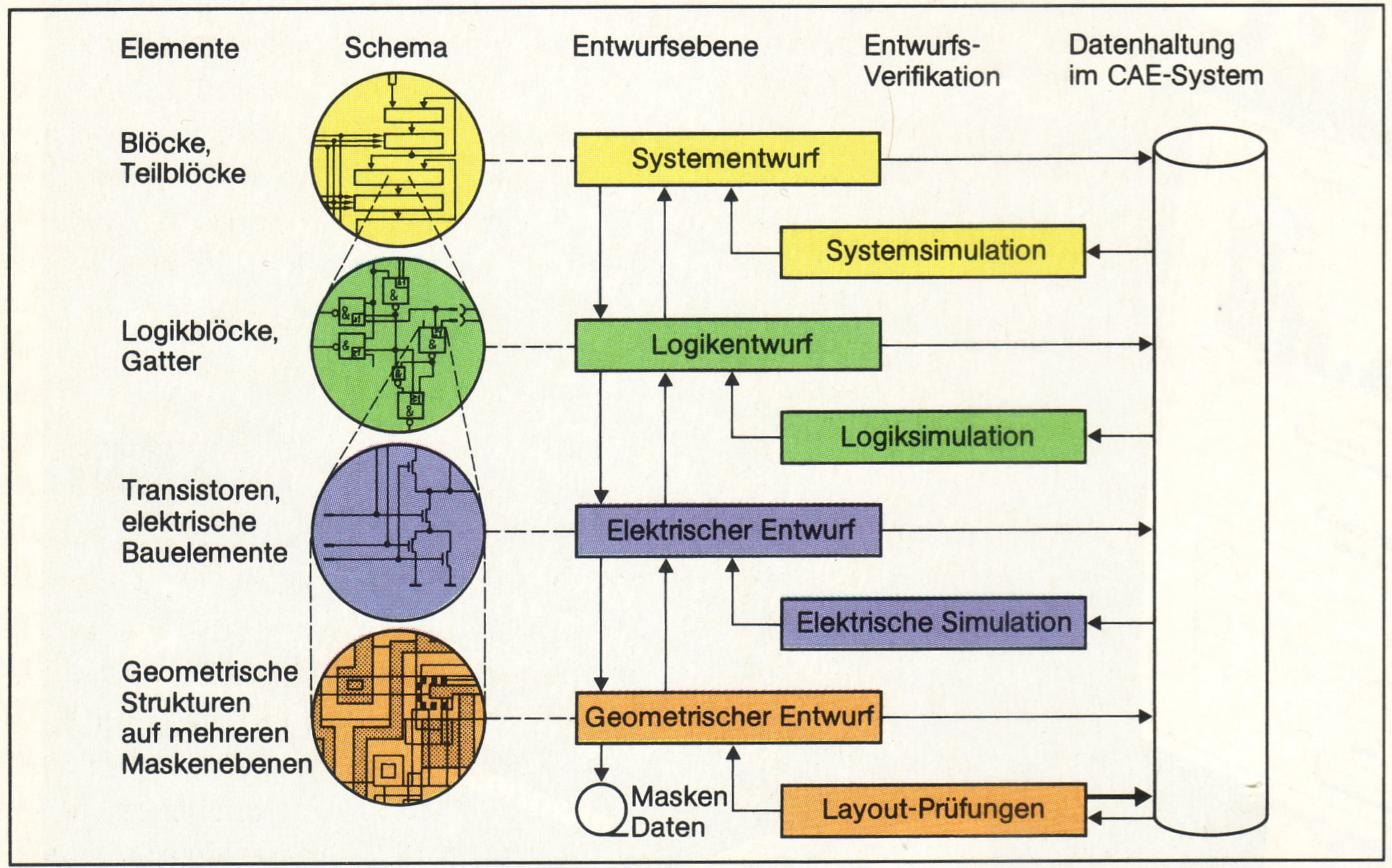
Projektphasen
Von den ersten Entw■rfen bis zum fertigen Massenprodukt liegt ein Zeitraum
von etwa vier Jahren.
In der ersten Phase laufen Vorarbeiten bei Designern und Prozessentwicklern;
aus den technologischen Randbedingungen und M—glichkeiten folgen die ersten
Designregeln. Einige Vorversuche zu prozesstechnischen Fragen und die
Simulation diverser schaltungstechnischer Ansðtze kumulieren nach etwa
einjðhriger Arbeit im First Silicon (Erstes Silizium) eines Testchips.
Dem schlieÔt sich eine Phase an, in der die Design- und Technologiekonzepte
festgelegt werden, von denen allerdings im Einzelfall auch noch abgewichen
werden kann. Die Bem■hungen m■nden nach etwa zwei Jahren in das
First-Silicon-Produktchip. Dieses funktioniert nur eingeschrðnkt, mit an
Sicherheit grenzender Wahrscheinlichkeit aber nicht vollstðndig.
Aus der Analyse der Design-Technologie, der Montageprobleme und
Pr■ftechnikergebnisse resultiert schlieÔlich ein Neudesign. Alternativkonzepte
werden entschieden. Es entstehen Labormuster, die jetzt eingeschrðnkt, das
heiÔt, noch nicht unter allen an ein Massenprodukt zu stellenden Bedingungen,
funktionieren.
Die M■hle wird erneut in Gang geworfen, alles wird nochmals - diesmal unter
verschðrften Bedingungen - optimiert. Es entstehen Vorserienmuster, die dem
endg■ltigen Produkt schon sehr nahe kommen und auch zum Testen an gute Kunden
weitergegeben werden. Bis zu diesem Zeitpunkt sind etwa drei Jahre
verstrichen. AbschlieÔend findet eine Materialschlacht statt. Ziel ist es,
gen■gend funktionsfðhige Chips als Grundlage f■r statistisch fundierte Tests
zu erhalten, um die Zuverlðssigkeit aller technischen Daten f■r mindestens
zehn Jahre garantieren zu k—nnen. Prozesse, Prozesskomplexe und das ganze
Umfeld m■ssen auf Kosten optimiert und die Ausbeute auf mindestens 10 %
stabilisiert werden. Alles mit dem Ziel, die Qualifikation, dass heiÔt die
Produktionsfreigabe durch die Qualitðtsabteilung zu erhalten und damit in die
Fertigungsphase einzutreten. In der Fertigungsphase wird es wiederum einige
Jahre dauern, bis eine Endausbeute von etwa 80 % erreicht wird.
In den vier Jahren bis zum Anwurf der Produktion wurden aber nicht nur die
geschilderten Entwicklungsaufgaben wahrgenommen. In dieser Zeit wurde bereits
eine neue Fabrik zur Herstellung der Chips gebaut und die ersten Schritte in
Richtung auf die nðchste, um den Faktor vier leistungsfðhigere
Speichergeneration gemacht. |
|
Ausblick In den letzten zwei Jahrzehnten
wurde etwa alle drei bis dreieinhalb Jahre eine neue Speichergeneration mit
vierfacher Leistung entwickelt. Die Frage, ob dies auch in Zukunft so
weitergehen wird, lðsst sich aus heutiger Sicht zumindest f■r die nðchsten
f■nf Jahre positiv beantworten [7]. Zwar handelt es sich bei den ersten
64-MBitSpeichern, die 1990 vorgestellt wurden, nur um teilfunktionsfðhige
Prototypen, die mit der f■r die Massenproduktion ungeeigneten
Elektronenstrahllithographie hergestellt wurden. Dennoch d■rfte unter
Weiterentwicklung der jetzigen Fotolithographie-Techniken bis in den Bereich
des tiefen Ultraviolett (Wellenlðngen von weniger als 250 nm) ein
64-MBit-Speicher mit einer Chipflðche von etwa 200 mm2 fertigbar sein. So
schwerwiegend derzeit manche Probleme auch erscheinen m—gen - die bisherige
Erfahrung hat gezeigt, dass mit jeweils relativ konservativer
Fertigungstechnik doch noch jede Speichergeneration nach einigen Jahren auf
eine Endausbeute von ■ber 70 % gebracht werden konnte. Auch von der
Nachfrageseite her erschlieÔt ein 64-MBit-Speicher gen■gend neue Anwendungen,
beispielsweise bei der Verarbeitung hochaufl—sender Farbbilder, um lohnende
Fertigungsvolumina in Aussicht zu stellen.
Sorgen bereiten den Halbleiterproduzenten allerdings die gewaltigen Kosten,
die der Fortschritt auf dem Speichergebiet mit sich bringt - und das alles in
einem Markt, der durch regelmðÔige Preisverfðlle von mehr als einer
Gr—Ôenordnung innerhalb weniger Jahre gekennzeichnet ist! Die Aufwendungen f■r
Forschung und Entwicklung steigen erfahrungsgemðÔ mit jeder Speichergeneration
um etwa 50 %, f■r neue Fertigungsstðtten muss sogar jeweils etwa doppelt so
viel investiert werden. Eine 16MBit-DRAM-Fabrik mit einer Monatsproduktion von
10 Millionen St■ck erfordert heutigen Schðtzungen zufolge ■ber zwei Milliarden
Mark - mit der Aussicht, drei Jahre spðter f■r die 64-MBit-Fabrik dann mehr
als 4 Milliarden aufbringen zu m■ssen ... . Kein Wunder also, dass Kooperation
und Firmenzusammenschl■sse weltweit zunehmen.
Die technischen Grenzen der heutigen Silizium-Mikroelektronik d■rften etwa mit
dem 1-GBit-Speicher erreicht sein. Immer fraglicher wird jedoch, ob alles
entwickelbare auch —konomisch umgesetzt werden kann. Das schon lange
vorhergesagte Ende der optischen Lithographie wird nun beim 256-MBit-DRAM
erwartet. Die R—ntgenlithographie als derzeit aussichtsreichste Nachfolgerin
f■r Massenfertigung von Strukturbreiten unter 0,2 um bedingt aber so
schwerwiegende ánderungen und Mindestinvestitionen, dass die Barriere f■r
Entwicklung und Produktion in heute schwer vorstellbare Dimensionen wðchst. Da
nicht davon ausgegangen werden kann, dass ein GBit-Chip mit einer Flðche von
etwa 500 mm 2 so genau auf 0,05 çm groÔe Defekte kontrolliert werden kann,
dass die ■ber eine Milliarde Speicherzellen fehlerfrei funktionieren, sind
Designs n—tig, die ■ber eingebaute Redundanz fehlertolerant arbeiten. Vieles
was gestern noch Utopie war, ist heute Realitðt. Wer hðtte in den Zeiten der
Kilo-Speicher die Entwicklung der Mega-Generation f■r m—glich gehalten. Auch
der Obergang von der Mega- zur Giga-Generation entspricht einem
Leistungssprung ■ber drei Gr—Ôenordnungen. Teilnehmen an der Olympiade um die
gr—Ôten Spr■nge werden aber nicht nur die Japaner - auch die Europðer sind mit
von der Partie.
Dr. F. S. Becker, Dr. H. F—ll und K Schl■ter |
|
Literatur [1] Becker, F. S.: From 4M
to 16M-DRAM Technology - Present Problems and Coming Challenges". Proceedings
of the IV SB MICRO (1989), S. 125. Porto Alegre, Brasil.
[2] Maes, H. E., Groeseneken, C., Lebon, H., Witters, J.: Trends in
Semiconductor Memories". Microelectronics Journal, Vol. 20, 1-2, S. 9, 1989.
[31 Pribyl, W., Harter, J., M■ller, W.: Four Megabit Dynamic RAM in
Submicron CMOS Technology with a FOBIC Trench Cell". Siemens Forsch. u.
Entwickl. Ber., Band 16, 6, S. 253. Springer, 1987.
[4] Widmann, D., Mader, K, Friedrich, H.: Technologie hochintegrierter
Schaltungen". Springer, 1988.
[5] Mitsuhashi, K, Ohtake, K, Koba, M., Awane, K in: VLSI Science and
Technology", Eds.: Broydo, S., Osborn, C.M. Electrochem. Soc. Proc., Vol 87,
11, S. 557 (1987)
[6} F—ll, H., Becker, F. S.: Industrielle Entwicklung und Fertigung von
Halbleiterbauelementen". Tagungsband Festk—rperforschung f■r die
Informationstechnik" des 2 LIFF vom 5. bis 16. Mðrz, 1990, S. 16.1 bis 16.79.
Institut f■r Festk—rperforschung, KFA J■lich.
[7] Beinvogel, W., M■ller, W.: Advanced Process Features for High Density
DRAMs". Proceedings of Solid State Devices Materials Conference, SSDM, S. 829.
Sendai, Japan, August 1990. |


{kind=link}